Teknik for koldtrykssvejsning (med diagram)
Efter at have læst denne artikel vil du lære om teknikken for koldtrykssvejsning ved hjælp af egnede diagrammer.
Ved kold svejsning eller koldtrykssvejsning sættes materialerne sammen i omgangs- eller rumpelform ved stuetemperatur ved anvendelse af tryk alene. For at en sådan ledning skal lykkes, er det afgørende, at en af de dele, der skal tilsluttes, har høj duktilitet og ikke udviser for stor arbejdshærdning.
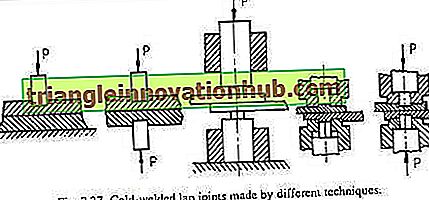
De dele, der skal tilsluttes ved koldtrykssvejsning, rengøres grundigt ved fedtning, trådbørstning og skrabning for at fjerne eventuelle forurenende stoffer på overfladerne. Ved omløbssvejsning kan arktykkelsen variere mellem 0-2 og 15 mm, og leddet påvirkes ved hjælp af en enkelt- eller dobbeltdør, og den fælles form varierer tilsvarende som vist i figur 2.37. Dysradiusen varierer med emnet tykkelse, og den grove regel er r = (1 - 3) t hvor t er arktykkelsen.
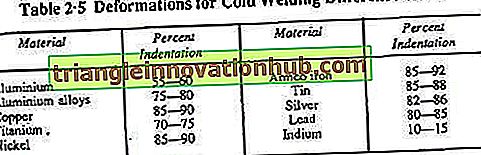
Mængden af deformation er en vigtig faktor ved koldtrykssvejsning, og det afhænger af metalets egenskaber og tykkelse samt typen af sammensætning og overfladebehandling. Tabel 2-5 viser den procentvise indrykning til vellykket kold svejsning af forskellige metaller.
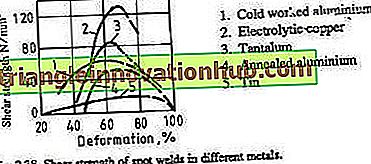
Både pletter og sømkølersvejsninger kan laves. Skærestyrke som en funktion af pletsvejsninger er, at nogle af metallerne er vist i figur 2.38. Den samme svejsning kan foretages ved at tvinge dysen over hele sømmen eller ved at bruge en rulle. Ved afslutning af deformationen bør dæktrykket for kobber og glødet aluminium være 1960 N / mm2 og 290 til 580 N / mm2.
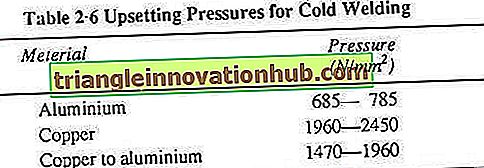
Butt svejsninger kan laves ved kold svejsning af plastiske metaller som kobber, aluminium, aluminiumlegeringer, bly, tin, cadmium, nikkel og titan i stang, strimmel og trådformer. De tryk, der er nødvendige for at lave kolde svejsninger i nogle af metallerne, er angivet i tabel 2.6, og det tryk, der er nødvendigt for at holde dem i serrated klemmer, skal være 50% og 80% højere end smedetrykene for henholdsvis aluminium og kobber.
Butt svejsninger har normalt højere styrke end forældremetallet, fordi leddet er arbejdshærdet. Den hastighed, hvormed trykket påføres, har imidlertid ingen effekt på svejsesammenføjninger, og dermed kan svejsningen udføres med høj hastighed. Strømpresser til stødsamlinger op til 700 mm 2 i aluminium anvendes i branchen.
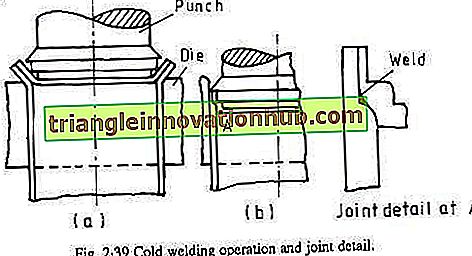
Kommercielle anvendelser af koldsvejsning omfatter kanter som vist i figur 2.39 til emballering af fødevarer, lukning af aluminiumskabelskapper og sager af halvlederindretninger, lap og stødsamlinger af ledninger og busstænger til elektrolyseceller, kommunikationslinjer og vognledninger .
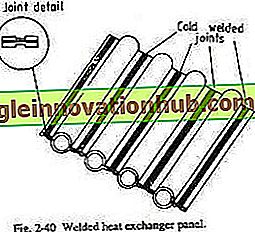
En typisk anvendelse af koldtrykssvejsning er ved fremstilling af varmevekslere til køleskabe, hvor processen anvendes til fremstilling af integrerede rørformede passager i store mellemstore ark, op til 2500 mm x 380 mm som vist i figur 2.40.